



�P�M������¡��n�t��������
��������Cе����˾��
1������
�ӹ��������S�ǙC����Ҫ�ęCе����֮һ��һ����r�£��ڙC�����еĿ����S�У������ĵĹ��ʣ������������r���ܵ�ؓ�d�^���������v�������S�ĸ�헾���Ҫ��Ҳ���^�ߣ����܉�ݔ����ͬ���D�٣�ÿ��犎�ǧ�D����һ�f�D���ϣ����D�أ��ԝM�㲻ͬ�ӹ���ˇ��Ҫ��Ҋ���S�ܷ������\�Dֱ���Ƽs���C�������w�\�У��б�Ҫᘌ��ӹ��������S���ϵ��\����M�����������̽ӑ�������������@�ӵı����£����������H�����еľ��w�����ͽ����о������ϵĻ��A�ϣ����Y�្����֮��Ч�Ľ�Q������
2���ӹ��������S���ϵ����c
�ӹ�����һ��ָ�е�����ԄӓQ��ϵ�y�Ĕ���㊴������˔���㊴����S�����Ĺ����⣬�ӹ��������S����߀�����c�Q�����P�Ĺ��ϣ��Q���^������Щ���E��Ҫ���S���c���������y���^��Ҫ��S���g�ˆT��֪�R��V��ͨ���漰���Cе��늚⡢Һ���͚�ӵȌ��I֪�R���Еr߀Ҫ���ھS�����S�r�����ú��c���졢��ף���Һ���ף��Ȳ������{ԇ�������Č��H����ӛ䛱������ӹ��������S����ռ�C�������ϔ��Ľ�һ�룬���У��c�ԄӓQ�����P�Ĺ���ռ�Ȟ�60%��70%��
3���ӹ��������S�������\���������Q����
3.1 �ӹ��������S��푹���
��1�����ϬF�� VMC750�ӹ������ڼӹ������r�����S���F��푣�ؓ�d�^������r���������ӹ��Ĺ��������|���^�
��2�����Ϸ����ͽ�Q���� һ����r�£����l�������ϵ�ԭ����������S���������S늄әC�����S�ŷ�ģ�K�����P��|�ȣ�����“�șCе��늚⡢�Ⱥ��κ���s”��ԭ�t�����ÙC늷��x���������S�c늄әCÓ�_���ֱP���S���D�܉���X����“���c”���ڣ��نΪ�ԇ�\�����S늄әC��늚ⲿ�ֻ���������ͨ�^���Ϸ������������ѹ��϶�λ�����S�S���ϡ����Q�S�к������b�����S�������ų����C���֏�������
��Ҫע�⣺�ڲ�����S�����Q�S�Еr��ӛ䛺�ԭ�b�S�е��b����ʽ�������S�S��Ҫ�����Q����ʹ����ֻ��һ���S�Гp�ģ�ҲҪ���Qһ�ף����S���A�o�r��ʹ�����ذ��ְ�Ҫ���M���A�o���м��S���{��������A�o���^����ؓ�d���ӣ�������ֱ�ӓp���S�л����S������A�o���^С�����������S����϶���S���Ʉӣ�ͬ�Ӳ��������\�С����Q�S�С����S�b����ɺ����r�M�Ўξ��șz�y���z�y�����Ʌ���JB/T 8771.2—1998���ӹ����ęz�l�� �� 2 ���֣���ʽ�ӹ����� �ξ��șz������Ҫ�����S��Z�әz�y��Ҋ�D1��������A���әz�y��Ҋ�D2�������Sԇ�\�У��D�ُĵ͵��߷քe�yԇ�������ϙz�y�����������Ͷ��ʹ�á�

ԓ���Ͻ�Q�����������c��“�C늷��x��”�đ��ã����я��s�Ć��}���λ���ͬ�rҲ�ų���һЩ���_���Ĺ������ء�ԓ���������c���S�и��Q����ע����헣������ø�헾��șz�y�����ɲ�֮�^�������̝һ����
3.2 �ӹ��������S���D����
��1�����ϬF�� ij���Tʽ�ӹ������ڈ��ЙCе���ԄӓQ���r���������S���D�����Q��ʧ��������MDI/AUTO��B�¾������������D��Ҳ�o�κΈ���ʾ��
��2�����Ϸ����ͽ�Q���� �O�����һ��ɷ֞�Ӳ�����ϡ�ܛ���ϣ�������PLC�ȷ��棩���ߙCе��늚���ϡ����O�����S���D�Ŀ���ԭ���^�࣬�����M�ЙC���Ĕ�����ݻ֏ͣ��������f�������ų���ܛ���ϣ�Ӳ�����ϵĿ������^��Ȼ��ȥ�����Sʹ�ܣ����D���S�����������D���o�Cе�����Ȯ�����r������ʹ�ܺ����Sֹͣ�����S��늄әCÓ�_�������S��/���Dָ������S늄әCҲ���D���Ĺ��ϬF����������]��ԓ���������ԄӓQ���^���г��F�ģ��Q�����̣�Ҋ�D3�����κ�һ���]����ɣ��������z�y��̖��������Ӱ푵��������E���������c�z����“���S�o�����”�@һ�����F���Ų��l�F���S�ɾo���Č��H�Cе�������������S�o����λ�����Ă�������̖ݔ���c��I35.5������PLC�\��ܣ��l�FI35.5�Ġ�B��0��������1�������Mһ���z��l�Fԓ��������|�����ѣ����½Ӻú���Ϗص��ų��������S�����D�ĸ���ԭ���Ǿo����λ��̖������
���⣬������ߺ��m��ƹ��ϾS��Ч�ʣ����ӈ��ܣ��������S�ɵ���o����λ����3s��PLC�����յ�“��λ”������̖����t�����F����ʾ���ų��˹��ϵ��P�I��Ҫ���]�ԄӓQ�����̣��ٽY�����̈D��?��ʴ_��λ�����c���@Ҳ�Ǽӹ��������S���ϵ����c�������͓Q��ϵ�y��һ����“�P”�����ų����s���ϕr��Ҫ����\�ÙC���Ԏ����\��ܣ��Зl����߀������Ӌ��C���o��ܛ���ȿ����Д�����c�����°빦�������ã��ɴ����߹����\��Ч�ʡ�
3.3 �ӹ��������S��������
��1�����ϬF�� ij��ʽ�ӹ����IJ��ô������S�����ԄӓQ���r�����S���ʴ_�����Cе�֟o������ץȡ���S�ϵĵ��ߣ��������F��ײ���S��
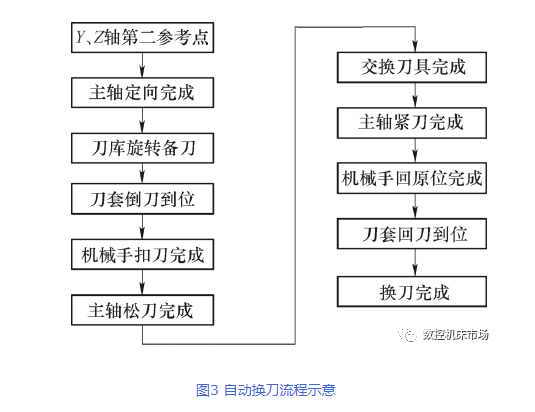
��2�����Ϸ����ͽ�Q���� ���S�����ַQ���S��ͣ����Ҫ�����S��360°�����ȣ�����Ҫ��ֹͣ��ijһ�̶��c���Ǽӹ����ı�Ĺ���֮һ�����S�����늚�ԭ����D4��ʾ��
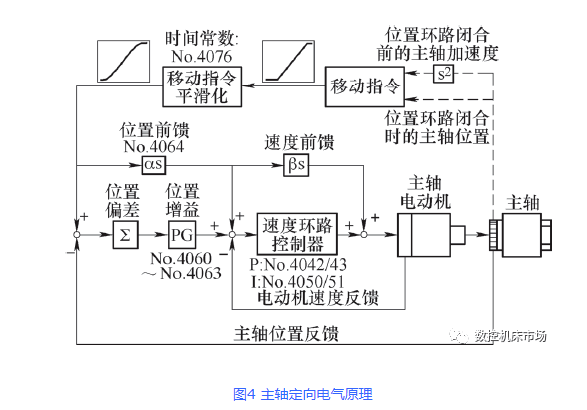
���^��Q�������������@�l�F�ڈ����ԄӓQ���Cе��ץ�������r���Cе���ϵ��I�K���ܲ��뵶���ϵ��I���У������S�Ķ���ǶȲ��ʴ_���@Ҳ�����l���ϵĸ���ԭ���{ԇ����ϣ�������һ������ą�������ԓ�C������FANUC 0iD����ϵ�y���������Ƕ��`���С����ͨ�^�ą���4077���ŷ����S����ֹͣ��λ��ƫ���������{���S����ĽǶȣ�ʹ���S�ϵ��I�K���R�Cе���ϵ��I�K���F���{ԇ��r��D5��ʾ����֮���������Ƕ��`���^�ɰ������²��E�{ԇ��

1������3117#1��0�Ğ�1�������Sλ�þ��a���}�_���������Sλ�Ô����@ʾ���\����е�No.445�С�
2������4077�O��0��
3���������S����ָ�
4���z�鲢�_�J�\��No.445�@ʾֵ��0��
5��ȡ�����S����
6���ք����D���S������λ�ã���ӛ��\��No.445�@ʾֵ���ٰѴ�ֵ���뵽����4077�С�
7���؏Ͳ��E3�����z����S�����Ƿ_���_���Ƿ��ٴ��M���{ԇ��
���S�����}���H�P�����C��������߀ֱ���漰���O�䰲ȫ�����ˆT��ȫ���ձ�Ҫ����һ�����ٶȜʴ_�M�ж������S������ϣ������ʴ_�⣬߀�����]�ж���������əz���ַ��̖G70.6���߅���8135#4���������ٶȲ����m���əz�酢��4038���Լ����S�L�r�g�Ҳ�������λ�ã��əz�酢��4002#3��2��1��0�Ƿ��O�����_���ȹ�����ͣ��@��Ҫ����w���}���w��������Ӳ����õ�ǰ���£��Ʌ�������ϵ�y�����P�f�����M���{ԇ��
4���Y���Z
�ڌ��ӹ����ļ����S��һ���J֪�Ļ��A�ϣ������S���ϳ��F�r�������\���һ��˼·���¡�
1���Y�Ϲ��ϬF�����ݣ����ԃ���C�������ˆT��ע���P�I����������ijһ�������ǹ����\���ͻ�ƿڣ�����m�����\������䁉|��
2�������ϻ��A�ϣ�������������c���S�������c�������Д��������ͺ��Ϸ��������m���\��һЩ���͵Ĺ����\�������C늷��x����PLC�ھ��\�෨�����^���ȣ���������Pܛ����������������λ�����c���ų����ϡ�
3�����Зl������r�£��OӋ����ʩ�A�����M��ʩ�����ͬ��ϏͬF�ĸ��ʡ�
4�����ڿ��Y����醾S�������nj��ڳ��W�ߣ��@һ�c���P��Ҫ�����ڴ˻��A�����������eһ������������߹��ϼ��g�ˆT�ľC���\��������
��Դ�����ټӹ�(��ӹ�)
������wԭ����C�����У�

 ������·
������· ُ��ָ��
ُ��ָ�� ֧����/���ͷ�ʽ
֧����/���ͷ�ʽ ُ��l��
ُ��l�� �ۺ����
�ۺ����