



Ż©▌S│ąļsųŠ╔ńŻ®
ßśī”╔Ņ£ŽŪ“▌S│ąĘųļxą═░ļ▒Ż│ų╝▄ŃTßö┐ū┐ūÅĮ▌^ąĪŻ¼╚²ū°ś╦£y┴┐ÖC£yŅ^į┌┐ūųąęŲäėŠÓļx╩▄Ž▐Ż¼¤oĘ©£y┴┐┐ū╬╗ų├Č╚Ą─å¢Ņ}Ż¼└¹ė├╚²ŠS╣ŌīW£y┴┐āxŻ¼▓╔ė├1/2Z┤¾śOĮŪŲ½▓Ņą▐š²ĘĮĘ©Ż¼į┌śOū°ś╦ŽĄīŹ¼F┴╦ąĪ┐ūÅĮ┐ū╬╗ų├Č╚Ą─£y┴┐Ż¼▓ó═©▀^īŹ└²“×ūC┴╦įōĘĮĘ©Ą─┐╔ąąąįĪŻ
ī”ė┌╔Ņ£ŽŪ“▌S│ąĘųļxą═░ļ▒Ż│ų╝▄Ż¼ŃTßö┐ūŃT║ŽĄ─£╩┤_│╠Č╚øQČ©▒Ż│ų╝▄Ą─ĮYśŗŠ½Č╚Ż¼Å─Č°ė░Ēæ▌S│ąē█├³ĪŻļSų°╝ė╣żįOéõĄ─ūįäė╗»ęį╝░╝ė╣ż╣ż╦ćĄ─Ė─▀MŻ¼ŃTßö┐ū╝ė╣żŠ½Č╚ę▓ļSų«╠ß╔²Ż¼×ķ“×ūCŃTßö┐ū╝ė╣żŠ½Č╚▓ó╠ß╣®£y┴┐öĄō■ęįųĖī¦╝ė╣ż╣żą“Ż¼ąĶ▀MąąŃTßö┐ū╬╗ų├Č╚£y┴┐ĪŻ
═©│ŻŻ¼▓╔ė├╚²ū°ś╦£y┴┐ÖC£y┴┐┐ū╬╗ų├Č╚Ż¼ī”ė┌ŃTßö┐ū┐ūÅĮąĪė┌0.9 mmĄ─░ļ▒Ż│ų╝▄Ż¼╩▄╚²ū°ś╦£yŅ^ų▒ÅĮ┼c£yŅ^į┌┐ūųąęŲäėŠÓļxĄ─Ž▐ųŲŻ¼¤oĘ©£y┴┐┐ū╬╗ų├Č╚ĪŻ×ķĮŌøQŅÉ╦ŲĄ─ąĪ┐ūÅĮ┐ū╬╗ų├Č╚¤oĘ©£y┴┐Ą─å¢Ņ}Ż¼ćLįć▓╔ė├╚²ŠS╣ŌīW£y┴┐āx▀MąąĘŪĮėė|£y┴┐Ż¼▓ó═©▀^įć“×ĪóöĄō■Ęų╬÷“×ūC┴╦įōĘĮĘ©Ą─┐╔ąąąįĪŻ
1ĪĪ£y┴┐įŁ└Ē
╚²ŠS╣ŌīW£y┴┐āx╩Ū╝»╣ŌīWĪóÖCąĄĪóļŖūėĪóėŗ╦ŃÖCłDŽ±╠Ä└ĒĄ╚╝╝ągė┌ę╗¾wĄ─£y┴┐āxŲ„Ż¼┐╔ęįĖ▀Š½Č╚ĪóĖ▀ą¦┬╩Ąž£y┴┐Ė„ĘNÅ═ļs╣ż╝■Ą─│▀┤ńĪóĮŪČ╚╝░╬╗ų├Ą╚ĪŻ
1.1 £y┴┐ĘĮĘ©╝░▀^│╠
Ęųļxą═░ļ▒Ż│ų╝▄ŃTßö┐ū▓╔ė├═ŌÅĮČ©╬╗╝ė╣żŪęŠ∙ä“Ęų▓╝į┌▒Ż│ų╝▄▒Ē├µŻ¼Ė„┐ū╗ź×ķ╗∙£╩Ż¼═©▀^ŖAŠ▀īó░ļ▒Ż│ų╝▄╣╠Č©į┌£y┴┐ŲĮ┼_Ą─▀m«ö╬╗ų├ĪŻ
1.1.1 ┤ųĮ©ū°ś╦ŽĄ
īó▒╗£y╝■Ę┼į┌╚²ŠS╣ŌīW£y┴┐āxŲĮ┼_Ą─▀m«ö╬╗ų├╣╠Č©ĪŻĖ∙ō■╝ė╣żČ©╬╗ĘĮ╩Į£y┴┐╗∙£╩łAŻ¼īóńRŅ^ęŲų┴╗∙£╩łAųąą─Ż¼ŪÕ┐šxŻ¼yŻ¼z▌Sū°ś╦Ż¼═Ļ│╔╣ż╝■Č©╬╗ĪŻ
1.1.2 Š½Į©ū°ś╦ŽĄ
į┌╗∙£╩łA╔Ž£y┴┐ę╗³cŻ¼Ė∙ō■╗∙£╩łAų▒ÅĮĄ─┤¾ąĪĻć┴ą┤╦³c6~12┤╬▓ó╩╣ŲõŠ∙ä“Ė▓╔wš¹éĆłAų▄Ż¼ūįäė£y┴┐ŲõėÓ³cöĄ▓óīó£y┴┐³cöM║Ž×ķ╗∙£╩łAĪŻ▀x╚ĪŲõųąę╗éĆŃTßö┐ū▀Mąą╚½ūįäė£y┴┐Ż¼īóĄ├ĄĮĄ─╗∙£╩łAĪóŃTßö┐ūłAśŗįņū°ś╦ŽĄxŻ¼yŻ¼z▌SŻ¼═Ļ│╔Š½Į©ū°ś╦ŽĄŻ¼╚ńłD1╦∙╩ŠĪŻ
łD1 Š½Į©ū°ś╦ŽĄ
1.1.3 ūįäė£y┴┐ŃTßö┐ū
£y┴┐Ųõųąę╗éĆŃTßö┐ūŻ¼Å═ųŲ┤╦┐ū£y┴┐ĘĮ╩ĮŻ¼ŪąōQų┴śOū°ś╦▓óĻć┴ą┤╦┐ūŻ¼Ļć┴ą┤╬öĄĖ∙ō■īŹļH┐ūöĄøQČ©Ż¼ūįäė£y┴┐╦∙ėąŃTßö┐ūĪŻ
1.1.4 įuār╬╗ų├Č╚
į┌śOū°ś╦ŽĄŽ┬▀xō±Ųõųąę╗éĆ┐ūŻ¼³cō¶Nominal░┤µI║¾│÷¼Fįō┐ūśOū°ś╦Ž┬Ą─śOÅĮ║═śOĮŪŻ¼Ė∙ō■łD╝łę¬Ū¾īó└ĒšōųĄ┼c╣½▓Ņ▌ö╚ļŽÓæ¬▒ĒĖ±Ż¼└¹ė├śOĮŪ║═śOÅĮėŗ╦Ń╬╗ų├Č╚ĪŻ░┤ššįō▓Į¾Eę└┤╬ėŗ╦ŃŲõėÓĄ─┐ū╬╗ų├Č╚ĪŻ
1.2 £y┴┐▀^│╠ųąĄ─öĄō■╠Ä└Ē
ŃTßö┐ū╬╗ų├Č╚£y┴┐╗∙ė┌śOÅĮ║═śOĮŪĄ─Ų½▓Ņ▀Mąąėŗ╦ŃŻ¼£y┴┐Ģr╚¶ęįŲõųąę╗éĆ┐ū×ķ╗∙£╩Ż¼įuārŲõėÓ┐ū╬╗ų├Č╚ĢrĢ■ī¦ų┬š¹¾wŲ½ļx╣½ĘQųĄĪŻ▀@╩Ūė╔ė┌╦∙ėą┐ūĄ─śOĮŪŠ∙Ų½ļx╣½ĘQųĄŻ¼Č°Ęųļxą═░ļ▒Ż│ų╝▄ŃTßö┐ū╝ė╣ż▀^│╠ųąĖ„┐ū╗ź×ķ╗∙£╩Ż¼īóŲõųąę╗éĆ┐ūū„×ķ╗∙£╩▀Mąąįuār▓╗Ę¹║ŽīŹļHę¬Ū¾ĪŻ
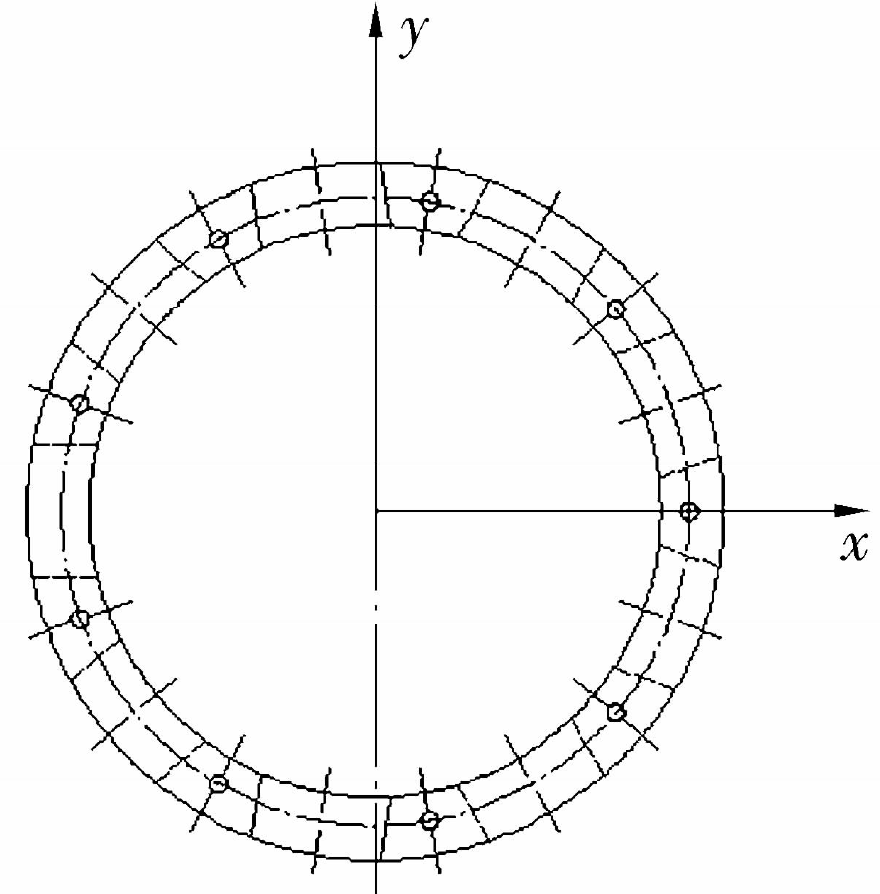
═¼śėŻ¼į┌╚²ū°ś╦£y┴┐ÖC╔Ž£y┴┐╗ź×ķ╗∙£╩Ą─┐ū╬╗ų├Č╚ĢrŻ¼ęÓ▓╗─▄ęįŲõųąę╗éĆ┐ūū„×ķ╗∙£╩▀MąąįuārŻ¼Ą½ė╔ė┌├┐éĆ┐ū─▄ē“┤«äėę╗Č©Ą─ĮŪČ╚Ż¼┐╔ęį═©▀^ū°ś╦ŽĄą²▐D▀MąąįuārŻ¼ą²▐DįŁätū±čŁ1/2╣½▓ŅįŁätĪŻ╚╗Č°Ż¼╚²ŠS╣ŌīW£y┴┐āx¤oĘ©ą²▐Dū°ś╦ŽĄŻ¼čąŠ┐║¾øQČ©▓╔ė├śOĮŪą▐š²Ą─ĘĮĘ©▀MąąįuārŻ¼ą▐š²ģóöĄ×ķśOĮŪŲ½▓ŅZ┤¾śO▓ŅĄ─1/2Ż¼╚ńłD2╦∙╩ŠĪŻ
łD2 śOĮŪŲ½▓Ņ╩ŠęŌłD
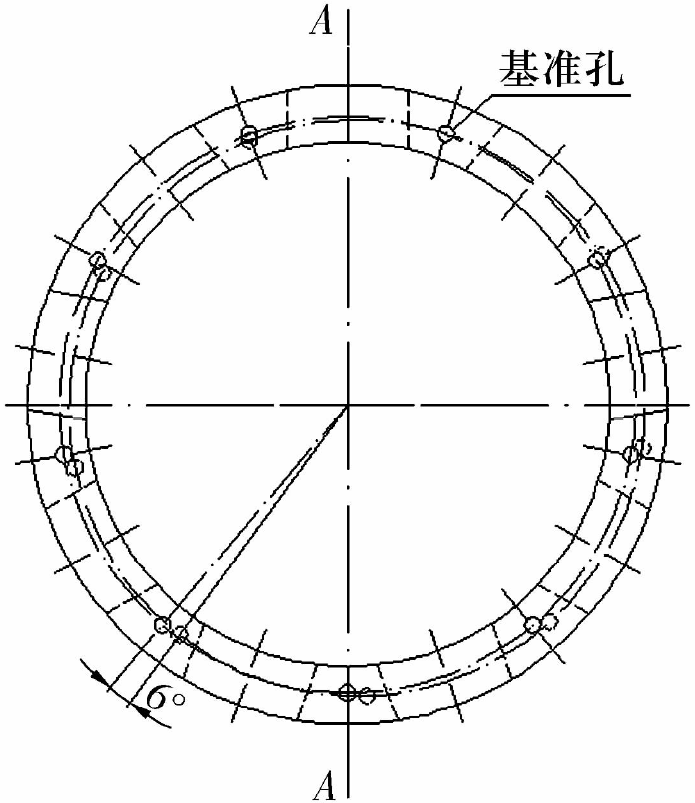
╝┘įOĘųļxą═░ļ▒Ż│ų╝▄ŃTßö┐ū10Ą╚ĘųŻ¼ätŃTßö┐ūśOĮŪ╣½ĘQųĄα=360°/10=36°ĪŻįO£y┴┐║¾ŃTßö┐ūĖ„┐ūĄ─śOÅĮĪóśOĮŪĘųäe×ķDiŻ¼βiŻ¼ätĖ„┐ūśOĮŪŲ½▓Ņθi×ķ

śOĮŪŲ½▓ŅĄ─ą▐š²ųĄδ×ķ

Ė∙ō■ų▒ĮŪū°ś╦ŽĄ┼cśOĮŪū°ś╦ŽĄĄ─▐DōQĻPŽĄŻ¼▓╔ė├ą▐š²║¾Ą─śOĮŪĪóśOÅĮ▀Mąą╬╗ų├Č╚φĄ─įuārŻ¼╝┤

╩ĮųąŻ║r0×ķśOÅĮ╣½ĘQųĄĪŻ
Ė∙ō■(3)╩ĮĄ├│÷Ą─╬╗ų├Č╚╝┤×ķīŹļHąĶꬥ─╬╗ų├Č╚Ż¼įō£yųĄ┐╔ęįĘ┤ė│┐ū╬╗ų├Č╚╩Ūʱ║ŽĖ±▓óė├ė┌ųĖī¦īŹļH╝ė╣żĪŻ
2ĪĪįć“ד×ūC╝░ĮY╣¹Ęų╬÷
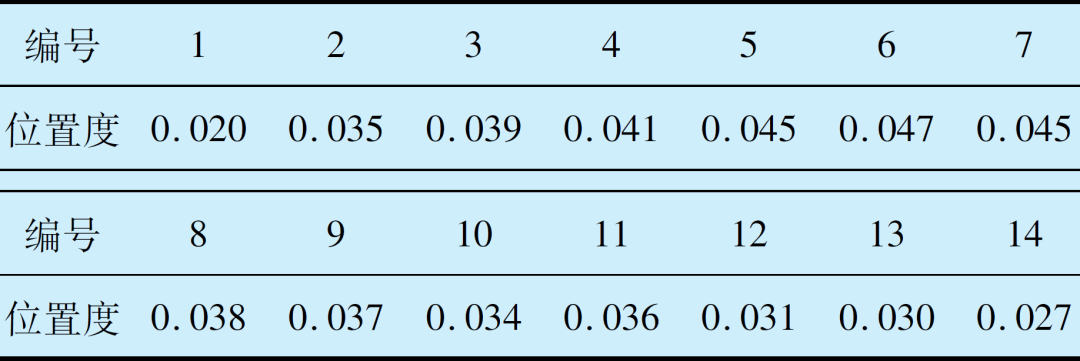
─│ą═▌S│ą░ļ▒Ż│ų╝▄ŃTßö┐ū┐ūÅĮ×ķ0.7 mm, 14Ą╚Ęų,ųąą─ÅĮ╣½ĘQ│▀┤ń×ķ(41.9±0.04)mmŻ¼╬╗ų├Č╚ę¬Ū¾×ķ0.03 mmĪŻė╔╬┤ą▐š²Ą─£y┴┐ĮY╣¹Ż©▒Ē1Ż®┐╔ų¬▀x╚Ī╚╬ęŌę╗éĆ┐ūū„×ķ╗∙£╩▀MąąįuārŻ¼ŲõėÓ┐ū│╩ę╗Č©ęÄ┬╔ąįūā╗»Ż¼╗∙£╩┐ū╬╗ų├Č╚▌^ąĪŻ¼ę└┤╬į÷┤¾║¾ūāąĪ(łD3)ĪŻ
▒Ē1 ╬┤ą▐š²╬╗ų├Č╚Ą─£y┴┐ĮY╣¹
mm

łD3 ą▐š²Ū░║¾Ą─╬╗ų├Č╚
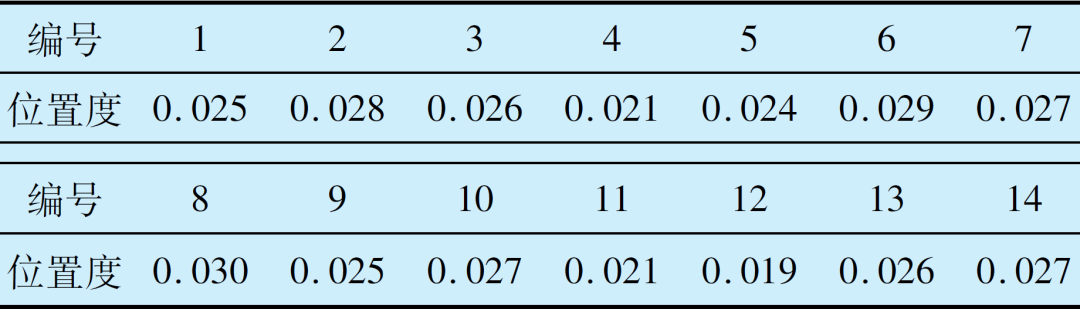
▓╔ė├śOĮŪŲ½▓ŅZ┤¾śO▓ŅĄ─1/2▀Mąąą▐š²║¾Ą─£y┴┐ĮY╣¹ęŖ▒Ē2Ż¼ė╔▒Ē┐╔ų¬┐ū╬╗ų├Č╚į┌║ŽĖ±ĘČć·ā╚Ż¼Ūęą▐š²║¾Ą─╬╗ų├Č╚Ęų▓╝Š∙ä“Ż©łD3Ż®Ż¼Ę¹║ŽīŹļHę¬Ū¾ĪŻ
▒Ē2 ą▐š²║¾╬╗ų├Č╚Ą─£y┴┐ĮY╣¹
mm
×ķ“×ūCįōĘĮĘ©Ą─┐╔┐┐ąįŻ¼ī”įōą═╠¢▌S│ą░ļ▒Ż│ų╝▄┐ū╬╗ų├Č╚ųžÅ═£y┴┐10┤╬Ż¼▓óėŗ╦Ń£y┴┐öĄō■Ą─ŲĮŠ∙ųĄ╝░ś╦£╩▓ŅŻ¼ĮY╣¹ęŖ▒Ē3:14éĆ┐ū╬╗ų├Č╚£yųĄĄ─ś╦£╩▓ŅZ┤¾×ķ0.001 mmŻ¼ļx╔óąį▌^Ą═Ż¼£y┴┐öĄųĄ┐╔┐┐Ż╗£yųĄ▓╗┤_Č©Č╚▓╗│¼▀^0.003 0 mmŻ¼═¼śėšf├„įōĘĮĘ©Ą─£yųĄ£╩┤_┐╔┐┐ĪŻ
▒Ē3 ╬╗ų├Č╚ųžÅ═ąį£y┴┐ĮY╣¹
mm

3ĪĪĮY╩°šZ
═©▀^蹊┐Ęųļxą═░ļ▒Ż│ų╝▄ŃTßö┐ūĄ─£y┴┐įŁ└ĒŻ¼ĮY║Ž╚²ū°ś╦£y┴┐ÖC╗ź×ķ╗∙£╩┐ū╬╗ų├Č╚£y┴┐ĘĮĘ©Ż¼į┌╚²ŠS╣ŌīW£y┴┐āx╔Ž▓╔ė├1/2Z┤¾śOĮŪŲ½▓Ņą▐š²ĘĮĘ©īŹ¼F┴╦Ęųļxą═░ļ▒Ż│ų╝▄┐ū╬╗ų├Č╚Ą─£y┴┐ĪŻ═©▀^īŹ└²“×ūCįōĘĮĘ©ėąą¦┐╔ąąŻ¼Ūę£y┴┐ĮY╣¹ųžÅ═ąįØMūŃāxŲ„Z┤¾į╩įSš`▓ŅŻ¼ļx╔óąį▌^Ą═Ż¼£yųĄ┐╔┐┐Ż¼ĮŌøQ┴╦ąĪ┐ūÅĮ┐ū╬╗ų├Č╚¤oĘ©£y┴┐Ą─ļyŅ}Ż¼─┐Ū░įōĘĮĘ©ęčį┌īŹļH╔·«a£y┴┐ųąĄ├ĄĮæ¬ė├ĪŻ
Ż©ģó┐╝╬─½I┬įŻ®
üĒį┤Ż║ĪČ▌S│ąĪĘ2021─Ļ9Ų┌
ū„š▀Ż║īO╗█┴žŻ¼ŚŅĢįĘÕŻ¼░▓║Ų┐Ī
ę²╬─Ė±╩ĮŻ║
īO╗█┴žŻ¼ŚŅĢįĘÕŻ¼░▓║Ų┐Ī.▒Ż│ų╝▄ŃTßö┐ū╬╗ų├Č╚£y┴┐ĘĮĘ©[J].▌S│ąŻ¼2021Ż©9Ż®Ż║65-67.

 ą┬╩ų╔Ž┬Ę
ą┬╩ų╔Ž┬Ę ┘Å╬’ųĖ─Ž
┘Å╬’ųĖ─Ž ų¦ĖČīÜ/┼õ╦═ĘĮ╩Į
ų¦ĖČīÜ/┼õ╦═ĘĮ╩Į ┘Å╬’Śl┐Ņ
┘Å╬’Śl┐Ņ ╩█║¾Ę■äš
╩█║¾Ę■äš