ϵ�Ԓ")

ϵ�҂�")

��Դ���S���s־��
Ҫ�M���S������Ҫ���Դ��Ӳ����Ŀ�ĵğ�̎���Dz����ٵĹ���̎�������������ĵ���Դռ�S�����칤���ܺĵ�25%���ҡ���ˣ��Ĺ�(ji��)�ܡ��h(hu��n)���Ƕȣ���(du��)�S�������^���еğ�̎���M(j��n)�з�������Ҫ�Č�(du��)�߰�������̎������ĸ�Ч����С׃�Ο�̎�����g(sh��)�ȡ�
1���S�еğ�̎������
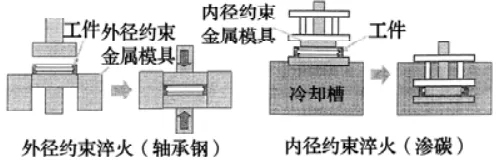
�Դ��Ӳ����Ŀ�ĵ��S�П�̎�������ж�N������(sh��)�����¿ɴ��·֞����w��𡢝B̼��𡢸��l���̼�����B�ȡ�
���w�����Z��ͨ���S�П�̎����ˇ�����϶���(sh��)ʹ�ø�̼�t�S���(GCr15)���ڟ�̎���t�мӟᵽ840 �����ң���ʹ���˻����γɵ�̼�����ڻ��w���m�ȡ�����ع��ܣ��M(j��n)�������s��(sh��)ʩ�͜ػػ�ͨ�^δ��̼�����c�ػ�������̼����@�þ���������M����������Ҫ����ĥ���S�С�
�B̼������ڟ�̎���t�Ќ���̼�Ͻ����930 �����ұ��أ������t��(n��i)�ĝB̼�Ԛ��w���ı��浽��(n��i)��ʹ̼�B��U(ku��)ɢ���M(j��n)�д��ğ�̎��������̼��ȵ��ݶȣ�����ı���Ӳ�������(n��i)���ȱ���Ӳ�ȵͣ�����Ҫ���͛_���Ե��S�С�
���l��������øБ�(y��ng)�ӟ�ğ�̎������Ҫ������̼䓣���(y��ng)�����Π��(f��)�s����܇܇݆���S�еȣ�ֻӲ����Ҫ��λ��
̼�����B���ڝB̼�Ԛ��w������5%���ҵİ����ڱ���Ӹ���������������]�����W���w�е�̼�c�����ܽ�Ȳ��ͨ�����ڵ��ڝB̼�ضȵ�750~850 �����M(j��n)��̎���������nj�(du��)���ڻ��뮐��ĭh(hu��n)����ʹ�õ��S�е��L������Z��Ч��
2����̎����Ч�������s�B̼�r(sh��)�g��
�ڝB̼����̎���У�����Ҫ��ͨ�^��Ч���Ԍ�(sh��)�F(xi��n)��(ji��)�ܣ��c���w����̎��r(sh��)�g��ȣ��B̼����̎��r(sh��)�g�L�_(d��)ǰ�ߵĎױ�����(sh��)ʮ��(̎��r(sh��)�g�S���S�гߴ粻ͬ���в������ߴ��S���Еr(sh��)��Ҫ�ڠt�н�(j��ng)�^����100 h��̎��)����������^�����Դ���齵���ܺģ��s�̝B̼�r(sh��)�g���д���Q��һ���n�}��
���w�B̼�V����(y��ng)�����������a(ch��n)��ͨ�������՝B̼�ęC(j��)����һ���J(r��n)����2��(g��)�A�Ρ��ڵ�1�A�������ڝB̼?x��)��w�c䓲ĵĝB̼����(y��ng)��̼��䓲ı����Ƅ�(d��ng)���A�Σ���2�A�Σ��B̼?x��)��w�c䓲ı����̼��(sh��)�������֮��䓲ı����̼���(n��i)���U(ku��)ɢ������̼��(sh��)���ͣ��ɝB̼?x��)��w�a(b��)�䣬Ҫ�s�̝B̼�r(sh��)�g�б�Ҫ��ߵ�1��2�A�ε��ٶȡ�
ʹ����ͨ��RX���w�M(j��n)�К��w�B̼�r(sh��)����������1�A�εĝB̼��һ��Ҫ�Ӵ�B̼?x��)��w�е�CO, H2�ķ։���������������������ڸ�׃�B̼?x��)��w������CO, H2�ķ։������_�l(f��)ּ����ߝB̼�ٶȡ����s�B̼�r(sh��)�g�ļ��g(sh��)���⣬����������w�B̼�ĝB̼��ˇ��ͨ�^�ڷQ����՝B̼�ĵ͉�����У�ʹ������̼����ϵ���wֱ���c�������|�����M(j��n)�НB̼�����̼��䓱���ĝB���ٶȡ�
��̼�U(ku��)ɢ�ĵ�2�A�Σ�����̼�ĔU(ku��)ɢ��ه�ڜضȣ�ͨ�^��ߝB̼�ضȣ����Դ���ȿs�̝B̼�r(sh��)�g�����^�����ڝB̼�ضȸߣ������ִ���Ҫԭ��(hu��)��(d��o)�C(j��)е���ܽ��ͣ����ԣ��B̼�ضȴ��ڲ��ܳ��^�����ֻ��O�ޜضȵĆ��}���_�l(f��)�ɽ�Q�������}�IJ���Ҳ�ǽ�Q���}��;����
�IJ��Ϸ��濼�]�����_�l(f��)�µIJ��ϣ�������ʹ̼�B��䓲ı���IJ��ϡ����⣬ͨ�^ʹ�øߴ��ԵIJ��ϣ�ʹ��ЧӲ������ȼ���ܿs�̝B̼�r(sh��)�g����Ŀǰ�������@�ӵ��²��σr(ji��)���^�ߡ�
3��С׃�Ο�̎�����g(sh��)
��̎���^���Е�(hu��)�l(f��)��׃�Σ���̎�����׃�����Q���˺��m(x��)ĥ������(�D1)��ĥ���������S�е����칤���У��H���ڟ�̎���ܺĵ���ĥ�����M�b����,ͨ�^�pСĥ�������ɉ��sĥ����ѭ�h(hu��n)�r(sh��)�g�����͟�̎��׃���P(gu��n)ϵ�����p�����ܺġ�

�D1 �S�е���ͨ���칤��
���S��䓟�̎��r(sh��)�ijߴ�׃��(�D2)�������S���ӟ�r(sh��)�Ĝ������l(f��)������Û�c�W���w����������s�r(sh��)�a(ch��n)�����տs���R���w��׃�r(sh��)�a(ch��n)����̎��׃�Ρ��@��һ������̎��r(sh��)�кܶ�����ߴ�׃����Ҫ�أ�����ԓ�ߴ�׃���r(sh��)�a(ch��n)��ƫ����l(f��)����̎��׃�Ρ�ԓ�ߴ�׃����ƫ��Ǽӟᡢ��s�r(sh��)�Ĝض�ƫ�����𣬾���ؼӟᡢ��s�ɽ��͟�̎��׃�Ρ�
��ˣ���ֹ��̎��׃�εČ�(du��)�������N���Խ��ͼӟ�r(sh��)�ĜضȲ�����Ŀ�ĵĶ༉(j��)���أ��Խ�����s�r(sh��)�ĜضȲ�����Ŀ�ĵĶ༉(j��)��s��߀�д���ͷN��Ͳ۔����ٶȵ�Z��(y��u)��֮Ĵ�ʩ���������Ҳ�ڲ�ȡ������(du��)�ߣ��磬ͨ�^ģ�M��̎��r(sh��)�Ͳۃ�(n��i)����Һ����(d��ng)���M(j��n)�з������_�l(f��)�γɾ�����Һ����(d��ng)���Ͳۣ�ͨ�^���Ɵ�̎��A�ߣ��܌�(sh��)�F(xi��n)����ӟᡢ��s��
���⣬����������?����̎��׃�εı����S�з��棬����(j��)��̎��r(sh��)�ض��c�ߴ�׃�����P(gu��n)ϵ(�D2)�M(j��n)�д��(��ģ���)��������S��䓣���(j��ng)���w����������׃��(d��o)�³ߴ���Û����Ms�c(di��n)֮�s���⏽��(c��)�����É����C(j��)һ߅���ƹ������·���һ߅��ɴ�����ڝB?�����ɺ�ߴ���]�и�׃������^���аl(f��)�����տs��һ߅�É����C(j��)���Ʋ��s����(n��i)����(c��)��һ߅��(sh��)ʩ����M(j��n)������ȵؽ��͟�̎��׃��(�D3)��
�ڟ�̎���ijߴ�׃���r(sh��)������ԓ׃���M(j��n)�мs������ǽ��͟�̎��׃�ε���Ч��(du��)��֮һ���S�в������X݆�ǘ��Π��(f��)�s�������Π�Σ�һֱ�ڌ�(sh��)ʩ�s����𣬲��^���s�����ğ�̎���ɱ�����ͨ��̎���M(f��i)�ø����д���Q�Ć��}��

�D2 ��̎��r(sh��)�ض��c�ߴ�׃��
�D3 �s�����
��ˣ��_�l(f��)�����a(ch��n)����̎��׃�εğ�̎�����g(sh��)����һ�(xi��ng)�����x���о�������ᘌ�(du��)Ӱ�䓲�׃�ε����أ�Ҳ�ɲ�ȡ�m��(d��ng)?sh��)Č?du��)�ߣ����磬�p�ٲ���ƫ�����ڲ��M(j��n)����칤��r(sh��)�����Ͳ��ϵĚ�����(y��ng)���ȡ�
�Y(ji��)
�����U�����S�еĎN���͟�̎���������c�Թ�(ji��)�ܞ�Ŀ�ĵĸ�Ч���c��׃�Ο�̎�����g(sh��)���������m��(y��ng)�p�p�h(hu��n)��ؓ(f��)��(d��n)��Ҫ��̎��������l(f��)�]��������ã��M(j��n)һ������g(sh��)ˮƽ�Dz���ȱ�ٵģ��б�Ҫ�Թ�(ji��)�ܞ���ģ��M(j��n)һ����(sh��)�F(xi��n)�ͳɱ�����

 ������·
������· ُ��ָ��
ُ��ָ�� ֧����/���ͷ�ʽ
֧����/���ͷ�ʽ ُ��l��
ُ��l�� �ۺ����(w��)
�ۺ����(w��)