ϵ�Ԓ")

ϵ�҂�")

�ڴ���^���У����ڹ����܇����|�Ĵ����|(zh��)����(d��ng)�ٶȲ�ͬ������ijЩ��λ�γ�Һ��“����”����(d��o)���˲�ͬ��λ��������s�ٶȵIJ�һ�£��Ķ���ɲ�ͬ��λ������Ӳ�Ȳ����F(xi��n)������ͨ�^�������}��ԭ��������M(j��n)��Ҋ��
1.���}�Įa(ch��n)��
����ʯ���b��a(ch��n)Ʒ�����a(ch��n)�S�ң��ҹ�˾�Įa(ch��n)Ʒ�x����Ҫ�ԺϽ�Y(ji��)��(g��u)䓞�������M��a(ch��n)Ʒ�����W(xu��)����Ҫ��˾90%���ϵ�䓲����M(j��n)�П�̎�������д����M(j��n)���{(di��o)�|(zh��)̎���������@�U���^��������^���ݗU�@�߲����ȡ��{(di��o)�|(zh��)�ǽ��ٟ�̎���������^���(f��)�s�Ĺ�ˇ�������+�ߜػػ�Ŀ������߽��ٲ��ϵľC�����W(xu��)���ܣ��_(d��)���a(ch��n)Ʒ���ܵ��O(sh��)Ӌ(j��)Ҫ���ڌ��{(di��o)�|(zh��)���ęz�y�^���аl(f��)�F(xi��n)��ͬ���r�l����̎���Ĺ�����(j��ng)������Ӳ�Ȳ����F(xi��n)��ÿ�t�ο��в��ֹ����践������(j��ng)�^�L�r(sh��)�g�ĸ�ۙ�^�y���l(f��)�F(xi��n)����^���д��چ��}������^����D1��ʾ��
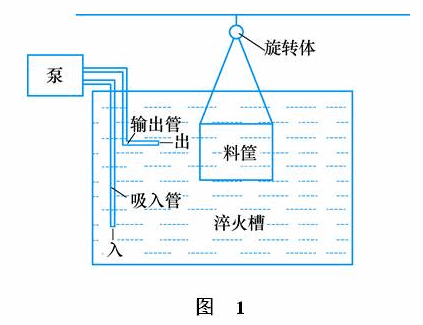
����(j��)��̎�������Փ�����������ڴ����|(zh��)�е���s�^��һ��֞�����(g��)�A�Σ��քe�ǣ�����Ĥ�A�Ρ����v�A�Ρ������A�Ρ���(d��ng)������������|(zh��)��һ˲�g���ڹ������漴�γ�һ������Ĥ�����^�˹������܇�����s���|(zh��)������Ĥ�ǟ�IJ�����(d��o)�w���ڴ��A�ι�������s�ٶ��^�������ڷ��v�A���У�����Ĥ�ĺ�Ȳ����p��ֱ�����ѣ����|(zh��)�c����ֱ�ӽ��|�������ҷ��v�������ݳ����ݣ����ߴ����ğ���������s�ٶ�Z����A�Σ�Ҳ�����x����������A�Ρ��ڟ�̎�����ˇ�У����˿s�̹���������Ĥ��ͣ���r(sh��)�g���҂��ڴ����O(sh��)Ӌ(j��)�r(sh��)������ߴ����|(zh��)������(d��ng)�ٶȣ�������|(zh��)�ضȣ���ߴ����|(zh��)����s�����������˔����b�á���D1��ʾ��
���ǔ����b�õ�ʹ��Ч�������룬���w�^�����£��������t��ʹ����܇���\(y��n)�[�Ź������Ͽ����뵽�����У�ͨ�^����ã��P(y��ng)��40m��������۲۵͜ؽ��|(zh��)����ݔ�����ų���ֱ�ӛ_�����Ͽ��ϡ��ڴ���^���У��Ͽ���������|(zh��)��ֻ�������Ƅ�(d��ng)����������ݔ���ܵĹ���ʼ�K���|��������(d��ng)���|(zh��)�����ҽ��|�����Dz۵͜ؽ��|(zh��)�����Ч���^�ã����෴��һ�棬���|(zh��)������(d��ng)�ٶ������Ͽ����K��׃����ʹ��������s�ٶȴ���Ƚ��ͣ������džδδ�����^��r(sh��)�������@�������˹�������s�ٶȣ���(d��o)��ͬ���εĴ����
2.���}�ĸ��M(j��n)����
ᘌ����Ϸ����ó�����(d��o)��ͬ���ι������Ӳ�Ȳ�������Ҫ���������ڹ�������s�ٶȲ�һ�£����|�����������|(zh��)�IJ�λ��s�ٶȿ죬���Ч���ã�����һ����s�ٶ��������Ч�������ͬ���β�ͬ��λ�Ĺ������Ӳ�Ȳ�������������Ĵ���^�̑�(y��ng)ԓ������(g��)�Ͽ��܇����܉����ؽ��|���������ĵ͜ؽ��|(zh��)����ˣ��҂��O(sh��)Ӌ(j��)��һ�N����b�����D(zhu��n)�w��ʹ�Õr(sh��)����������Ͽ��ϲ���Ҋ�D1�������D(zhu��n)�w��D2��ʾ��
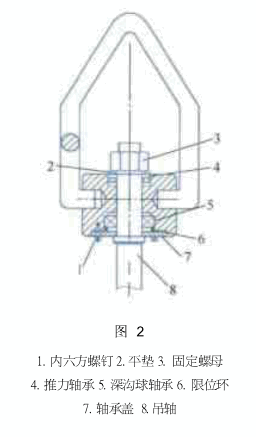
ԓ���bʹ�������S�к�������S�нM�ϣ������S�г������µ��������������Ͽ����������������S�г������������r(sh��)�{(di��o)���Ͽ��ڴ����е�λ�ã�ʹݔ���ܵij��ڷ����c�Ͽ�����ƫ��һ�ξ��x�����Ô�����γɵě_�������a(ch��n)��һ��Ť�أ���ʹ�Ͽ����D(zhu��n)���@������(g��)�Ͽ��A�ܷ����ܽ��|���������͜ؽ��|(zh��)���_(d��)���A(y��)��Ч����
3.�Y(ji��)�Z
��1��ԓ���b��׃��ԭ���Ĵ��ʽ��ʹ�Ͽ��ڴ���^���ЏĆ�һ�������Ƅ�(d��ng)��׃?y��u)���@���^�������D(zhu��n)�������Ƅ�(d��ng)�ĽM���\(y��n)��(d��ng)���Ӵ��˹�������s�ٶȣ�����˴���|(zh��)����ͨ�^����t�εĴ���M(j��n)�и�ۙ������|(zh��)���^�����кܴ�̶ȵ���ߣ������Ǵ�t�����Ч���������@���{(di��o)�|(zh��)�ϸ����_(d��)��95%��
��2���m��(d��ng)���Ɣ����ٶȣ������ٶ��^�������ڹ�������׃��̎�γɜu������ɾֲ���s������
����Դ����̎�����B(t��i)Ȧ��

 ������·
������· ُ��ָ��
ُ��ָ�� ֧����/���ͷ�ʽ
֧����/���ͷ�ʽ ُ��l��
ُ��l�� �ۺ����(w��)
�ۺ����(w��)